- Energie
- Klima, Umwelt und Gesundheit
- Produktion
GARANTIERT ENERGIEREDUZIERT

Man nennt sie die „Milchstraße der Welt": Die Al-Safi-Molkereifarm, liegt 100 Kilometer südöstlich der saudischen Hauptstadt Riad, mitten in der Wüste. Die mit Abstand größte Molkerei der Welt beherbergt etwa 50.000 Milchkühe. Täglich werden hier 800.000 Liter Milch für den asiatischen Markt hergestellt. In Deutschland werden vergleichsweise 12.000.000 Liter Milch pro Jahr umgesetzt. Der Energieaufwand der Molkereifarm ist enorm und kaum vorstellbar. Nicht nur die Tierhaltung ist mit hohen Energiekosten verbunden, auch die Bearbeitung der Rohmilch zu einer sicheren und stabilen Trinkmilch bringt einen extremen Energieverbrauch mit sich.
Seit über zehn Jahren forschen Frau Professor Schuchmann vom KIT und ihr Team aus dem Bereich der Lebensmittelverfahrenstechnik an einer Möglichkeit, den Energieaufwand bei einem wichtigen und energetisch sehr aufwändigen Teilschritt, der Homogenisierung von Milch, deutlich zu reduzieren. Dabei werden die Fettkugeln der Milch auf Größen um 300 bis 700 Nanometer zerkleinert. Jedes uns bekannte Trinkmilchprodukt und fast alle Milchfolgeprodukte laufen durch diesen Prozessschritt. Die Homogenisation ist jedoch nicht nur in der Lebensmittelverarbeitung bekannt. Auch Dispersionen und Emulsionen wie Cremes, Farben, Lacke und Medikamente werden mit dem konventionellen Verfahren hergestellt. Durch das Homogenisieren können Produkteigenschaften wie Farbe, Konsistenz oder Geschmack verbessert werden. Insbesondere aber wird die Langzeitstabilität so verbessert, dass das Produkt überhaupt weiter verarbeitet oder vermarktet werden kann.
Frau Professor Schuchmann hat sich in Ihrer Forschung zunächst auf den Massenmarkt Milch spezialisiert. Die Milchindustrie ist bedeutend für den Einsatz von Hochdruckhomogenisatoren. In einem Forschungsprojekt entwickelten die KIT-Wissenschaftler ein innovatives Verfahren, mit dem Milch und Milchprodukte mit bis zu 90 Prozent weniger Energie hergestellt werden können. Die von dem KIT Team vorgeschlagene Lösung liegt in einer neuartigen mikrostrukturierten Prozessanlage für die Hochdruckhomogenisation. Die ersten Anlagen wurden in Kooperation mit dem KIT-Institut für Mikroverfahrenstechnik entwickelt. „Wir überlegten, wie man den Homogenisierungsprozess optimieren und zusätzlich Energie sparen konnte und schauten uns dabei erst einmal genau den Weg der Milchherstellung an: Wo genau wird denn so viel Energie eingesetzt? Und warum?“, erklärt Schuchmann.
Milch besteht zu 88 Prozent aus Wasser und in gleichen Teilen zu je circa vier Prozent aus Proteinen, Milchzucker und Fett. Im Standardverfahren wird die frisch gemolkene Rohmilch an die Molkerei geliefert. Dort wird die Milch erhitzt und in einem Separator in fettreichen Rahm und in fettarme Magermilch aufgetrennt. Anschließend werden die beiden Stoffe wieder auf den Zielfettgehalt vermischt, zum Beispiel 3,5 Prozent. Das Zurückmischen der Milch findet typischerweise statt, bevor der Homogenisationsschritt einsetzt. Das Produkt, welches nun wieder Proteine, Milchzucker und vor allem den hohen Anteil an Wasser enthält, wird bei der Homogenisation mit 200 bis 250 bar durch ein Ventil gejagt mit dem Ziel, die Fetttropfen feiner und gleichmäßiger zu verteilen. Den Wissenschaftlern wurde jedoch schnell klar: Der Energieaufwand in diesem Prozessschritt ist kaum tragbar, insbesondere, da der größte Anteil des Produkts diesen Energieaufwand gar nicht benötigt. Wie kann man die völlig unnötige Wasserverdichtung umgehen? Einfach weglassen?
Zur Lösung des Problems entwickelten die Lebensmittelverfahrenstechniker des KIT die SHM-Technologie. SHM steht für Simultanes Homogenisieren und Mischen. Die innovative Technologie nutzt den standardmäßig eingebauten Separationsschritt aus. Anstatt das Wasser wie üblich noch vor dem energetisch aufwändigen Schritt wieder zuzusetzen, führt man diese wasserhaltige Magermilch. erst direkt nach dem Durchschuss durch das Ventil wieder zu. „Die Idee war, nur den Rahm mit hohem Druck durch das Ventil zuschicken, nicht aber die Magermilch. Die Magermilch nutzen wir aber, um die neuen, kleinen Fettkugeln im Rahm zu stabilisieren. Hierzu entwickelten wir eine spezielle Lochblende, auch SHM-Blende. Dies ist eine Blende mit einem nachgeschalteten Mikromischer, der verhindert, dass Fettkugeln zusammenkleben. Dieses Problem konnte vor uns noch niemand lösen. Man kann die Magermilch dann sogar dazu nutzen, um die Milch schnell wieder abzukühlen, da diese beim Durchpressen sehr heiß wird“, erklärt die Lebensmitteltechnikerin Schuchmann. „Das schont Proteine und ermöglicht, Fettkugeln noch effizienter zu zerkleinern“. Im Labormaßstab getestet, stellte sich heraus, dass das Volumen des zu homogenisierenden Stroms um bis zu 90 Prozent reduziert werden kann. „Der Einsatz unserer neu entwickelten Lochblenden bietet erhebliche Vorteile gegenüber konventionellen Hochdruckhomogenisatoren mit Flachdüsen“, sagt Doktorand Marc Schlender, der das Durchschießen der Milch durch die Lochblenden mit einer Hochgeschwindigkeitskamera filmte. So können der Magermilch auch Zutaten wie Kakao oder Zucker zugeführt werden. Diese geschmacksbringenden Partikel müssen nicht mehr unter hohem Druck durch die Ventile gepresst werden. Die Inhaltsstoffe schmecken zwar lecker, sind aber hoch abrasiv und zerstören die Prozessanlagen innerhalb von wenigen hundert Betriebsstunden. „Unser neues SHM-Ventil spart nicht nur Prozessenergie, sondern schont auch die Anlagen und senkt den Aufwand für Instandhaltung und Reinigung“, betont Schlender und ergänzt: „Mit unserer neuen Technologie werden deutlich verringerte Pumpkapazitäten benötigt, was insbesondere bei Kapazitätserweiterungen bestehender Anlagen oder bei Neuinvestitionen von Interesse ist.“
Was im Labor gut klappte, zeigte Probleme bei der Maßstabsvergrößerung: Der von den Wissenschaftlern entwickelte Prototyp der simultanen Homogenisier- und Mischblende erreichte im Pilotmaßstab nicht die benötigte Mischeffizienz. Die KIT Wissenschaftler konnten zeigen, dass dies bei den extrem kleinen Abmaßen technisch nicht realisierbar ist. Sie übertrugen daher die Idee auf den Ventiltyp, der heute industriell in Großanlagen eingesetzt wird. Der Industriemaßstab ermöglicht nun ausreichende Strömungsgeschwindigkeiten für den gewünschten Mischeffekt. Das SHM-Flachventil wurde in Kooperation mit Anlagenbauern am KIT gebaut.
Ein industrieller Probelauf erfolgte im Sommer 2013 in der Privatmolkerei Naarmann. Ein Aufwand, der sich für die Molkerei sehr gering hielt. Das SHM-Ventil wurde von Schlender mitgebracht und eingebaut, der Probelauf sofort unter Betreuung des KIT-Wissenschaftlers durchgeführt. Und es funktionierte auf Anhieb. „Für uns war es wichtig, dass das am KIT entwickelte SHM-Ventil in unsere vorhandene Anlagengeometrie integriert werden kann und keine neuen Maschinen notwendig sind. Das Ergebnis zur Energieeinsparung kann sich sehen lassen. Von hohem Interesse ist für unseren mittelständischen Betrieb auch, dass wir mit unseren bestehenden Anlagen eine bis zu achtfache Kapazitätssteigerung ohne hohes Investment durchführen können“, sagt Claus Naarmann, Geschäftsführer der Naarmann GmbH.
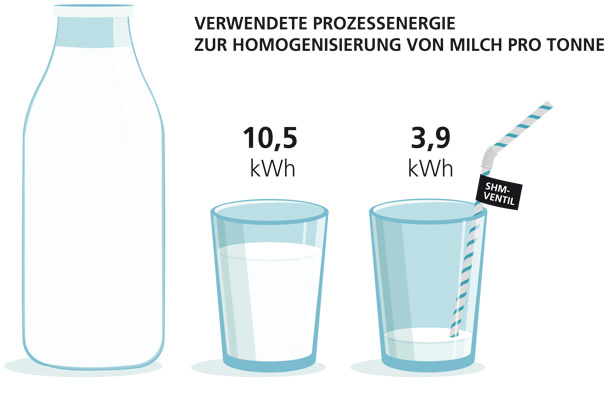
Dieser industrielle Versuch bestätigte den Wissenschaftlern das vorhergesagte hohe Energieeinsparpotenzial. Die notwendige Prozessenergie zur Homogenisation von Milch konnte von 10,5 Kilowattstunden pro Tonne Produkt auf 3,9 Kilowattstunden pro Tonne reduziert werden, was ungefähr der Leistungsaufnahme von zwei Waschmaschinen im Waschbetrieb entspricht. Mit dem neuen SHM-Ventil konnte das Produkt sogar noch verbessert werden. „Die SHM-Geometrie ist bei weitem noch verbesserungswürdig, aber für einen ersten Demonstrator hat sie sehr gut funktioniert“, sagt Schlender.
Mittlerweile wurden am Forschungsinstitut bereits neue Ventilarten entwickelt und viele neue Anwendungen gefunden. Auch eine Pilotanlage im Industriemaßstab ist mit einem Industriepartner in Diskussion. „Wir möchten mit unserer Forschung einen Beitrag zur Wettbewerbsfähigkeit der mittelständisch geprägten Lebensmittelwirtschaft leisten und versuchen, unsere Technologie vermehrt in Unternehmen unterzubringen“, so Professor Schuchmann. „Energieeinsparung durch Änderung der Prozessführung hat auch Auswirkungen auf das Produkt. Wir wollen branchenübergreifend denken und forschen, um unsere Bauteile jeder Produktanforderung spezifisch anzupassen. Das sind unsere Ziele für die kommenden Jahre.“ Dass die SHM-Technologie großes Anwendungspotenzial in der Industrie besitzt, konnten die Wissenschaftler im Praxistest bereits beweisen. Nun gilt es, die breite Industrie von der enormen Kosteneinsparung und Qualitätsverbesserung zu überzeugen.
"Was mich antreibt ist die Möglichkeit, Strukturen von Produkten auf physikalische Art und Weise zu verändern. Ich bin fest davon überzeugt, dass man mittels physikalischer Prozessoptimierung auf eine Menge Zusatzstoffe in Produkten verzichten könnte. Und wenn nebenbei auch noch sehr viel Energie eingespart wird, macht mich das mehr als zufrieden.“
Bilder: KIT